-


-
-


-


WhatsApp

-
微信

Пожалуйста, оставьте нам сообщение

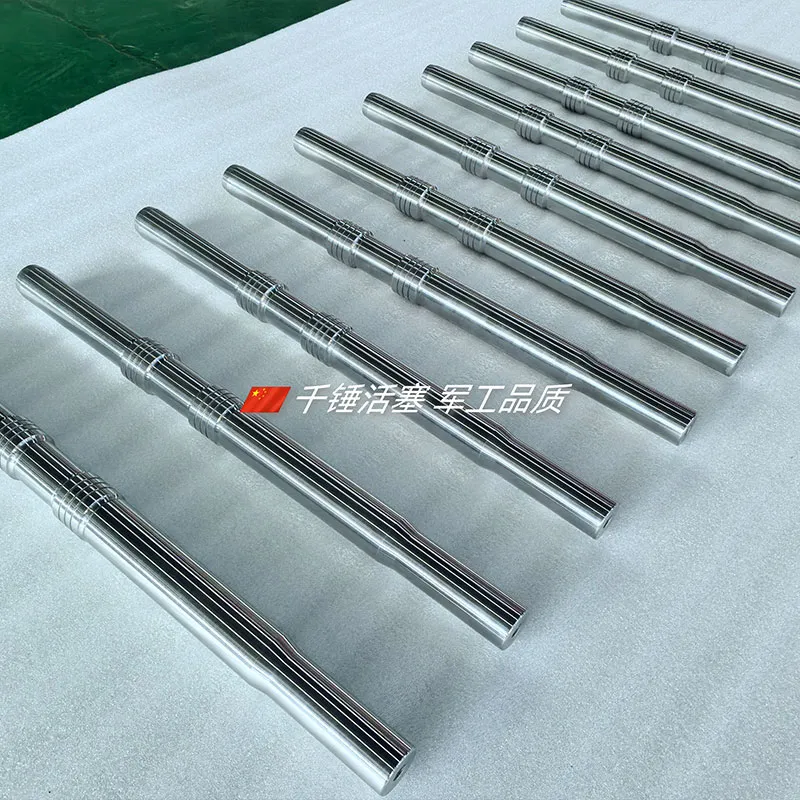
名优小锤钻活塞
2026-06-01
为什么液压锤活塞会过早失效?
在我们维修重型建筑设备的实践中,我们多次遇到这样的情况:新的液压锤活塞尽管经认证的使用寿命应至少为 800 小时,但仅运行 200 小时后就出现了严重磨损。主要原因不在于铸造缺陷,而在于钢材的化学成分与热处理参数以及破碎超硬岩石时的实际载荷之间的差异。当冲击部位失去表层硬度(胶结)时,活塞裙发生塑性变形,瞬间破坏液压室的密封性,使冲击能量降低30-40%。对于运营商来说,这意味着设备停机和每天高达数千美元的损失。
我们见过一些案例,服务中心试图通过频繁更换密封件来解决问题,而忽略了活塞本身的几何形状。这是一个错误。如果由于磨损或制造缺陷,活塞与缸套之间的间隙超过允许的0.05-0.08毫米,油开始从工作腔流向回油腔,导致系统过热和性能下降。在西伯利亚采石场或哈萨克斯坦矿山,温度低于-40°C或升至+45°C以上的条件下,对金属稳定性的要求成倍增加。普通结构钢在这里不起作用——它要么在寒冷中变脆,要么在加热时“漂浮”。
解决办法在于严格控制材料和制造技术。采用特种军工级合金钢,经过多级表面硬化处理,表面硬度保持在58-62 HRC范围内,心部韧性高。这正是绵阳千锤机械设备有限责任公司所采用的方法,该公司在绵阳的生产设施配备了热处理线,可以保证每批产品的这些参数。选择正确的零部件供应商不仅仅是购买备件,更是对主要资产连续性的投资。
关键选择参数:冶金和公差
在采购液压破碎锤的备件时,大多数工程师只考虑配合兼容性而忽视冶金特性。然而,金属的微观结构决定了它是否能够承受液压锤活塞数百万次冲击循环无疲劳裂纹。在生产过程中,我们使用添加了钼和镍的钢,与廉价同类产品市场上常见的 40Cr 或 42CrMo4 等标准牌号相比,显着提高了淬透性和抗冲击载荷能力。
粘合过程需要精确的精度。碳饱和层必须具有严格规定的深度 - 通常为 1.5 至 2.5 毫米,具体取决于活塞的直径。层太薄会导致撞针快速挤压表面,层太厚会导致在负载下剥离。在我们的生产中,每个阶段都使用光谱分析和超声波探伤检测来监控该参数。我们不依赖随机检查;每个产品单元都要经过原材料的进货检验和几何参数的最终检验。
另一个关键方面是精密数控加工。现代高压系统(例如 Montabert 或 Furukawa 系列)的圆柱度和锥度公差在微米范围内。任何偏差都会导致油压分布不均匀和局部过热。我们的专家使用坐标测量机 (CMM) 来验证精磨后的活塞轮廓。这保证了与气缸套的完美配合,最大限度地减少液压损失。
了解“再制造”活塞和“新”活塞之间的区别非常重要。修复后的零件在再硬化区域通常会出现损坏的金属结构,这使得它们在运行中难以预测。我们建议仅使用根据原始图纸制造的新产品,并符合所有技术图。对于在连续岩石破碎模式下运行的模型尤其如此,其中安全裕度应该是最大的。
与全球品牌和型号系列兼容
液压设备市场被许多制造商分割,每个制造商都有自己的设计标准。我公司确保产品与世界领先品牌的完全互换性,使设备拥有者不再依赖原厂备件供应商的垄断。该系列产品包括亚洲地区广泛使用的DAEKKO和BEILITE系统的活塞,以及法国Montabert系列、日本古河品牌、美国Atlas系列和韩国SOOSAN品牌的活塞。
应特别注意 616S 型号。该活塞旨在满足采矿和隧道应用的特定需求。其设计提供了与撞针的强化接触区域和优化的润滑剂供应通道,这在处理磨料时至关重要。客户注意到,将该型号安装在中功率锤(3-5吨级)上时,与标准解决方案相比,该装置的使用寿命延长了25%。
对于超硬岩采矿等恶劣环境,我们提供 QC600 钻杆岩心。虽然这是相关产品,但其制造技术与活塞相同:同样的军用钢材,同样的多级热处理。我们的集成方法使我们能够为整个液压锤系统提供交钥匙解决方案,确保所有组件的性能一致。这消除了不平衡的风险,即新活塞很快磨损旧衬套,反之亦然。
下表列出了我们针对各类设备的旗舰解决方案的主要特征:
| 参数 | 轻型系列(水山/DAEKKO) | 中型系列(蒙塔贝尔/古河) | 重型系列(阿特拉斯/特别) |
|---|---|---|---|
| 材质 | 合金钢42CrMo4(改进型) | 添加 Ni-Mo 的特殊钢 | 军用合金钢(类似30CrNi3MoVA) |
| 表面硬度(HRC) | 54–56 | 56–58 | 58–62 |
| 渗碳深度(mm) | 1.2 – 1.5 | 1.5 – 2.0 | 2.0 – 2.5 |
| 加工精度(微米) | ±10 | ±5 | ±3 |
| 推荐资源(机动时间) | 600 – 800 | 900 – 1200 | 1500+ |
选择具体型号时,不仅要考虑锤子的品牌,还要考虑其运行条件。例如,对于花岗岩采石场的工作,重型系列更适合,而对于拆除城市地区的混凝土结构,中型系列就足够了。我们的工程师已准备好审核您的设备,并根据实际问题(而不仅仅是目录号)选择最佳选项。
生产技术和质量控制
绵阳千吹机械设备有限责任公司的生产基地是一座金属加工工艺与先进热工工艺相结合的现代化综合体。我们优势的关键要素是我们自己的热处理生产线,其中包括渗碳、淬火和低温回火阶段。通过这一系列操作,您可以消除加工后金属中产生的内应力,并赋予产品必要的弹性。
胶结作用在受控气体环境中进行,消除了表面氧化并确保均匀的碳饱和度。随后进行精确控温的油淬,形成高硬度的马氏体组织。最终的低温回火稳定了结构,防止在动态载荷下出现微裂纹。每个批次的这个周期需要几天的时间,但可以保证客户期望的耐用性。
质量控制在所有阶段进行——从原材料的进货控制到最终检验。我们拥有自己的测试实验室,配备洛氏和维氏硬度测试仪、用于化学成分分析的光谱仪和冲击强度测试机。拥有符合国际质量标准的有效证书证明我们有能力生产满足最严格要求的产品。
物流和生产能力的灵活性使我们能够确保订购组件的稳定供应,无论是根据常规合同还是紧急请求。我们知道挖掘机的停机时间代价高昂,因此运转良好的运输系统使我们能够最大限度地缩短到独联体国家、欧洲和中东的交货时间。与建筑设备制造商和服务中心的直接合作为我们提供了反馈,我们立即将其实施到生产过程中。
运营经济性:拥有成本与购买价格
通常,买家会关注零件的初始价格,而忽略总拥有成本 (TCO)。便宜的活塞成本可能会低 30%,但如果其使用寿命减半,并且更换时需要让设备停止一整天,那么节省的成本就会变成损失。让我们算一下:配备液压锤的挖掘机一小时的工作成本平均为 150-200 美元。更换活塞需要 4 到 8 小时,具体取决于装置的访问情况。因此,一次计划外更换造成的间接损失可能高达 1,600 美元。
通过使用我们的长寿命组件,您可以将更换频率减少一半。经过一年多的运行,仅停机时间就节省了数万美元,这还不包括备件和油本身的成本,如果系统未密封,则必须更频繁地更换备件和油。此外,稳定的活塞操作提供一致的冲击能量,从而提高操作员的生产率。快速破碎岩石意味着按时完成工作计划并无处罚地交付项目。
我们与军工企业和承包商合作实施大型基础设施项目,可靠性是第一位的。我们在国防部门生产导弹弹体和无人机零件的经验可以转化为民用产品。那里的质量要求高得多,我们将此标准应用于所有产品,包括建筑锤的活塞。
我公司的战略目标是成为能够长期提供稳定质量的可靠合作伙伴。我们不只是销售硬件;我们还销售硬件。我们根据具体的操作条件提供有关选择最佳组件的技术支持和建议。这使我们的客户能够高精度地规划服务预算并避免令人不快的意外情况。
常见问题解答
如何判断液压锤活塞是否需要更换?
第一个迹象是冲击能量减少和循环时间增加。如果锤子开始缓慢敲击或需要系统中更大的压力才能达到相同的性能,则很可能是密封件或活塞本身已经磨损。第二个迹象是液压油过热。如果活塞的几何形状被破坏,就会发生强烈的油旁路,从而导致温度升高。第三个也是最明显的迹象是金属敲击或振动,这对于正常操作来说是不常见的。在我们的实践中,我们建议客户在每次维护时测量活塞与缸套之间的间隙;如果超过0.1毫米,无论外观如何,都必须更换该部件。
我可以在液压锤上安装不同品牌的活塞吗?
理论上,如果底座尺寸和活塞行程匹配,这是可能的,但在没有咨询工程师的情况下,我们绝对不建议这样做。不同的制造商使用不同的密封槽轮廓、倒角,甚至材料的摩擦系数。安装非原装活塞可能会导致密封件快速失效,甚至导致装置堵塞。我们的活塞严格按照原厂品牌(Montabert、Furukawa等)图纸制造,保证100%兼容性。订购之前,最好向我们发送锤子铭牌的照片或旧零件的图纸以供验证。
在恶劣条件下,活塞的实际寿命是多少?
使用寿命取决于许多因素:岩石类型、操作员技能、液压油质量和操作模式(连续或脉冲)。在一般花岗岩采石场条件下,我们的军用钢活塞可持续使用 1000 至 1500 小时。使用 616S 和 QC600 的采矿客户的反馈支持了这一点。相比之下,标准钢制品通常需要在 600 小时后更换。我们针对隐藏的材料缺陷提供保证,但最终使用寿命取决于操作条件。
你们提供产品证书吗?
是的,每批产品都附有质量护照和合格证书,确认钢材的化学成分和热处理结果。该公司符合有记录的国际质量标准。当运送给大型工业企业或政府客户时,我们准备提供全套随附文件,包括我们自己实验室的测试报告。这对于通过仓库的进货控制和遵守技术监督要求非常重要。
结论和后续步骤
品质选择液压锤活塞是影响整个机队盈利能力的战略决策。不要为了节省可疑的组件而牺牲机器的效率。我们使用的军用冶金和精密加工技术提供了在现代激烈竞争和对物品交付时间的高要求的条件下所必需的安全边际。
如果您面临液压冲击设备频繁故障的问题或计划批发购买可靠的备件,请联系我们的专家。我们将分析您的情况,选择最佳型号并计算商业报价,同时考虑到您所在地区的物流。可靠性始于正确的部件。